聯系人:侯經理,房經理
手機:159-98365674,139-98827878
電話:024-24852977,024-89607018
傳真:024-89607877
郵箱:sycssy@163. com
網址:www.saoda.com.cn
地址:沈陽市沈北新區杭州西路12號
銷售處地址:沈陽市沈河區承德路5號
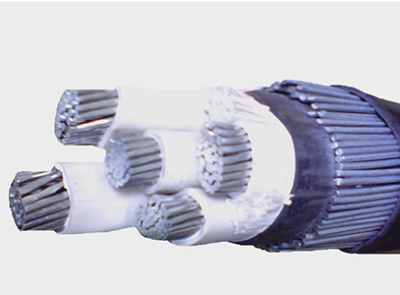
礦用阻燃電力電纜 ——電纜原料無氧銅與低氧銅的區別
為電纜的主要材料之一,銅是受關注的,經常有人把無氧銅桿和低氧銅桿混淆,二者不是一個材料,在性能上有著非常大的差別。
無氧銅桿和低氧銅桿的生產工藝不同,根據名稱就可以聽出來,二者主要區別在于含氧量。這時有人要說了,我知道一個含氧,一個不含氧。這話雖然聽起來還挺正確,但其實是錯的。雖然叫無氧銅,這個材料也是含氧的,只不過含量非常少,可以忽略不計。另外由于制造工藝不同,性能上也存在一定差別,無氧銅桿外觀更加光亮,因此在同時遇到兩種產品時,一般亮度比較好的就是無氧銅桿了。
以銅為原料,經過連鑄連軋法生產出來含氧量200(175)-400(450)ppm之間銅桿材,被稱為低氧銅桿。
銅桿是電纜行業的主要原料,其生產方式有兩種:連鑄連軋法、上引連鑄法。
連鑄連軋法生產低氧銅桿的方法較多,含氧量一般為200-400ppm。其特點是金屬在豎爐中融化后,銅液通過保溫爐、溜槽、中間包,從澆管進入封閉的模腔內,采用較大的冷卻強度進行冷卻,形成鑄坯,然后進行多道次軋制,原來的鑄造組織已經破碎,生產的低氧銅桿為熱加工組織。
國內基本全部采用上引連鑄法生產無氧銅桿,含氧量一般在20ppm以下。金屬在感應電爐中融化后通過石墨模進行上引連續鑄造,之后進行冷軋或冷加工,生產的無氧銅桿為鑄造組織。
對無氧銅成功的退火要求是:由桿經拉制,但尚未鑄造組織的線時的次退火,其退火功率應比同樣情況的低氧銅高10-15%。經繼續拉制,在以后階段的退火功率應留有足夠的余量和對低氧銅和無氧銅切實區別執行不同的退火工藝,以保證在制品和成品導線的柔軟性。